본 문서는 SMA-4000을 이용하여 측정 시 측정 결과로 부터 양품/불량을 판정하는 방법에 대해 설명합니다.
판정조건 설정
판정조건은 Conditions 탭에서 추가/삭제/수정할 수 있습니다. 조건을 편집하려면 우선 시스템을 정지하여 주세요. 우클릭 후 Add new item을 누르면, 새로운 행이 생성됩니다. Delete selected items 버튼을 누르면, 선택한 아이템이 삭제됩니다.

판정 조건 편집이 끝나면, Save 버튼을 눌러 편집 내용을 저장해주세요. 또한 편집 중 Rollback 버튼을 누르면 Save 전으로 모든 아이템이 원복됩니다.
아이템 설명
판정조건은 총 8개의 항목을 가집니다. 각 항목의 기능은 다음과 같습니다:
| 항목 | 설명 |
| Id | 데이터베이스에서 조건 행을 구분하기위한 고유 Id 입니다. 고유 Id는 편집이 불가능하며, Save 시 자동으로 고유 Id가 생성됩니다. |
| Profile Id | 측정 프로파일의 Id 입니다. 만약 1번 프로파일을 이용하여 측정하였다면, Id가 1인 아이템을 이용하여 양불 판정을 수행합니다. |
| Function type | 측정항목과 판정값의 관계를 의미합니다. |
| Parameter | 측정항목과 판정값을 나타냅니다. |
| Enable | 해당 아이템을 활성화 합니다. |
| Error code | 판정결과가 불량이라면, 데이터베이스 failed_id에 error code를 삽입합니다. |
| Order of priority | 판정 우선순위 입니다. |
| Comment | 주석입니다. |
다수의 판정 조건을 만족하지 못할 경우, 데이터베이스에는 order of priority가 가장 작은 error code만 기록이 됩니다. 중요성에 따라 error code를 설정하여 주세요!
설정 방법
측정값과 판정값을 이용하여 양품과 불량을 판정하는 방법입니다.
| Function type | Parameters | 양품 판정 기준 |
| Equal | 측정항목, 판정값 | 측정항목=판정값 |
| GreaterThan | 측정항목>판정값 | 측정항목, 판정값 |
| GreaterThanOrEqual | 측정항목>=판정값 | 측정항목, 판정값 |
| LessThan | 측정항목<판정값 | 측정항목, 판정값 |
| LessThanOrEqual | 측정항목<=판정값 | 측정항목, 판정값 |
| AbsIn | 판정값1<|측정항목|<판정값2 | 측정항목, 판정값1, 판정값2 |
| AbsOut | |측정항목|<판정값1 OR 판정값2<|측정항목| | 측정항목, 판정값1, 판정값2 |
| ValueIn | 판정값1<측정항목<판정값2 | 측정항목, 판정값1, 판정값2 |
| ValueOut | 측정항목<판정값1 OR 판정값2<측정항목 | 측정항목, 판정값1, 판정값2 |
- 측정항목은 데이터베이스의 열, 즉 SPM A MAX, B 0 A RNG 등이 됩니다. 측정항목이 꼭 데이터베이스에 있을 필요는 없어요.
- 판정값은 단위를 붙이지 않는다면 Tesla/uWb로 인식합니다. 만약 가우스로 설정하고 싶다면, 판정값 뒤에 G 또는 kG를 붙여주세요. 예) B 1 P MAX, 1kG
- 만약 Paramter 양식이 맞지 않는다면, 해당 조건은 측정 결과와 상관없이 불량으로 처리합니다.
예제
조건설정
조건을 설정합니다. 본 예제에서는 다음 3가지 판정 조건을 설정하려고 합니다
| 검사 조건 | 측정값 | 의미 |
| SPM 면적 최소값 하한 | SPM A MIN | 포화도: 자석 각 극이 착자 자기장에 의해 포화되었는지 검증 |
| SPM 면적 편차 상한 | SPM A RNG | 균일성: 착자된 회전자 각 극의 자기장 세기가 동일함 |
| SPM 시작점 상/하한 | SPM Zp 0 | 회전자 극성 체크: 키 홈을 기준으로 특정 위치에서 N극이 시작됨 |

첫번째 항목은 SPM 면적의 최소값 (SPM A MIN)이 8000보다 크면 양품, 작으면 불량입니다. 만약 불량이 발생할 경우, 에러 코드 1을 failed_id에 저장합니다.
두번째는 SPM 면적의 편차가 100보다 작으면 양품, 크면 불량으로 판정합니다. 만약 면적 최소값이 8000이고, 나머지 폴 중 하나가 8200이면 불량으로 판정하고 에러코드 2를 저장합니다.
마지막 항목은 SPM의 시작점이 15와 20도 밖에 있는 경우 불량으로 판정하고 에러코드 3을 반환합니다.
모든 판정 조건은 우선순위 (Order of priority)가 작은 순서대로 판정하며, 만약 동일한 순위를 가지는 경우 ID가 작은 판정 조건이 우선순위를 가집니다. 만약 모든 판정 조건을 만족할 경우, 어플리케이션은 제품을 양품으로 판정하며 failed_id에 -1을 기록합니다.
측정 및 판정

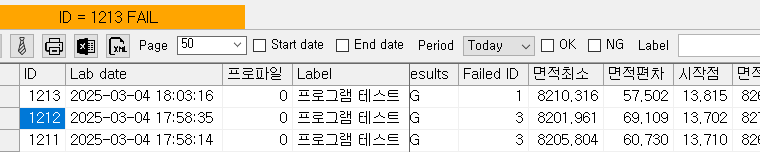
제품을 측정한 결과입니다. 면적 최소 값과 면적 편차 값은 상한을 만족하였으나, 시작점이 설정한 값, 15도와 20도 사이를 만족하지 못하여서 불량으로 판정되었고, 에러코드에 3이 기록되었습니다.

다음은 면적의 최소값을 9000으로 증가시켜봅시다.
역시 에러가 발생했지만 이 경우 면적 최소 판정의 우선순위가 높기때문에, 에러코드가 1이 기록되었습니다. 마지막으로 모든 측정 결과가 양품이 나오도록 면적 최소값을 8000으로 돌리고, 시작점 조건을 10도와 15도 사이로 설정해봅시다.

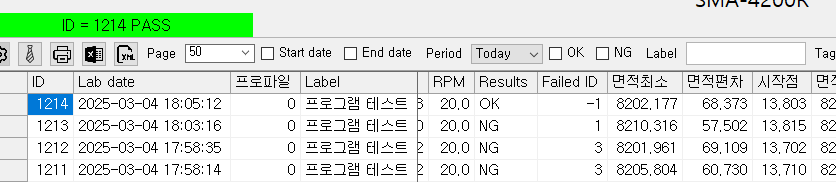
측정이 완료되면 제품을 양품으로 판정하고, error code에 -1을 기록합니다.