SMA-4200R는 홀 센서 배열을 이용하여 회전자 표면의 자기장을 측정합니다. 홀 센서 배열은 다음과 같은 모델명을 가집니다:
L(1)d(2)ch(3)
Prefix
의미
예시
L
홀 센서 배열이 측정하는 영역의 길이입니다. 회전자의 자석 길이보다 길어야 합니다.
L256, L192, L160, L128, L96, L80, L64
d
홀 센서의 간격 또는 유효 측정 영역입니다. 간격이 좁을수록 보다 정밀하게 측정할 수 있으나, DAQ의 수가 늘어나므로 측정장비 구성 비용이 증가합니다.
d6, d5, d4, d3, d2.5, d2
ch
Channel의 수 입니다. 1channel은 16개의 센서를 가지며, 1개의 커넥터로 연결됩니다.
ch2, ch4
예를 들어 L192d6ch2는 측정 영역의 길이가 192mm이고, 센서 간격은 6mm, 2 channel이므로 32개의 센서를 가집니다. 측정영역은 반드시 센서 간격과 센서 수의 곱, 192=32*6을 만족해야 합니다.
형상
센서는 장 (long) 센서와 단 (short) 센서로 구분이 됩니다. L96이하 센서는 단 센서로 구분되는데, 이는 센서 PCB 크기가 협소하므로 커넥터가 가로로 배치됩니다. 또한 제품을 고정하는 홀 위치가 장 센서는 센서 좌우 M5 C/B홀이, 단 센서는 센서 상하로 M3 C/B홀이 배치가 됩니다. 센서 두께는 모두 10mm 입니다. 자동화 기기 설계 시 기구 배치에 유의하여 주십시오.
L129d6ch2 센서와 L80d2.5ch2 센서 비교
센서 하우징의 재질은 AL5052 (Kobe steel) 제품을 사용합니다. 센서를 고정하는 나사는 가능한 비슷한 재질을 사용하여 주십시오. M5 볼트의 권장 체결 토크는 1.5N*m, M3는 0.3N*m입니다.
플럭스 검사 시스템은 크게 검사 PC, 플럭스미터, 측정 코일 (서치 코일)로 구성이 됩니다.
항목
서치코일 (측정코일)
회전자가 움직일 때 전압이 발생합니다
플럭스미터
발생된 전압의 피크값을 기록합니다.
측정 PC
RS232C 통신을 이용, 플럭스미터로 부터 데이터를 읽어옵니다.
측정원리
패러데이 전자기 유도 법칙에 따라, 서치 코일 안에서 로터가 움직일 때 (중요!) 유도되는 전압을 측정합니다. 플럭스미터는 유도되는 전압의 총 량을 기록합니다. 따라서 움직이는 속도보다는 이동 거리가 더 중요합니다.
PLC 연동 측정제어
플럭스 검사기는 PLC의 슬레이브 개념으로 동작하며, 타이머 (500ms)를 이용하여 주기적으로 PLC와 약속한 특정 주소의 값 (flag)을 체크하여 ON일 때 해당하는 동작을 실행합니다. 예를 들어 측정 요청 FLAG가 ON이면 측정을 시작합니다.
PLC와 연동을 위해서는 PC의 IP, 통신 프로토콜, 메모리 맵 3가지가 필요합니다. 측정 프로그램은 현재 미쓰비시 MX Component/MC Protocol/Simens S7 3종류 통신 프로토콜을 지원합니다. 제어 프로그램은 LabView 2023으로 제작되었습니다.
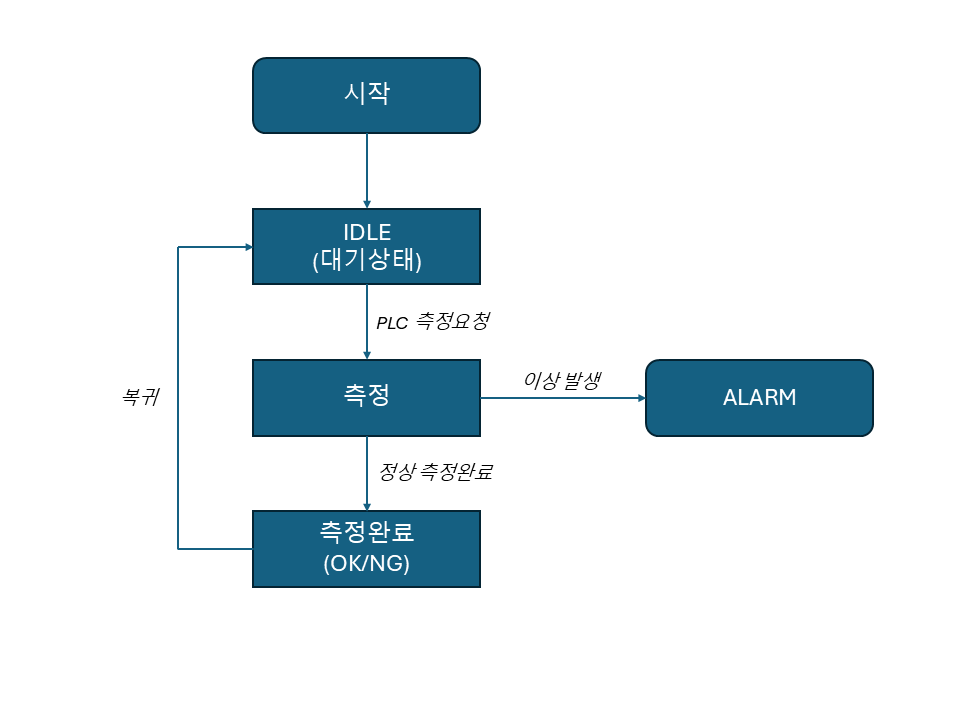
플럭스 검사기 시퀀스
플럭스 검사기 시퀀스
대기상태
대기 상태에서 타이머에 의해 발생되는 이벤트 입니다.
항목
주소 예시 (형)
동작
작성
하트비트
D8201.0 (BIT)
비트를 주기적으로 토글 (통신 상태 확인 용)
PC
리셋
리셋 요청 시퀀스 입니다. 리셋은 일반적으로 2~3초 정도 소요됩니다.
항목
주소 예시 (형)
동작
작성
리셋 요청
D8200.0 (BIT)
ON이면 리셋 시작
PLC
리셋 요청 응답
D8201.1 (BIT)
ON 설정 후 리셋 시작
PC
리셋 완료
D8201.2 (BIT)
리셋 종료 후 ON
PC
측정
측정 요청 시퀀스입니다. 측정 시작 전 모델 넘버와 바코드를 PLC 주소에서 읽어옵니다. 측정은 일반적으로 2~3초 소요됩니다.
항목
주소 예시 (형)
동작
작성
모델넘버
D8002 (INT)
모델넘버
PLC
바코드
D8003~ D8014 (STRING)
제품의 바코드
PLC
측정 시작
D8200.1 (BIT)
ON이면 측정 시작
PLC
측정 시작 응답
D8201.3 (BIT)
ON 설정 후 측정 시작
PC
측정 완료
D8201.4 (BIT)
측정 종료 후 ON
PC
OK
D8201.5 (BIT)
양품
PC
NG
D8201.6 (BIT)
불량
PC
ALARM
D8201.7 (BIT)
알람
PC
TOTAL
D8210 (INT)
Total flux (Wb)
PC
POS
D8211 (INT)
Positive peak (Wb)
PC
NEG
D8212 (INT)
Negative peak (Wb)
PC
마지막 TOTAL/POS/NEG는 100으로 스케일 업 되어 출력됩니다. 예를 들어, TOTAL 실 측정값이 82.12라면 8212가 D8210번지에 기록됩니다.
본 문서는 회전자 분석 기법 SPM, Stator-pole mapping에 대해 설명을 합니다.
모터 성능은 역기전력을 측정하여 평가할 수 있습니다. 역기전력이란 외부에서 모터 축을 회전시킬 때 고정자 코일에 유도되는 전압을 의미합니다. 패러데이 전자기 유도 법칙에 따라, 축이 회전하면 코일에 인가되는 자기장 B가 변하면서 전압이 유도되는거죠. 만약 모터 축을 일정한 속도로 회전시킨다면, 역기전력은 정현파 (sine wave) 형태로 출력이 되며, 파형의 크기 (진폭) 및 왜곡 (THD)을 측정하여 양품과 불량을 판정할 수 있습니다. 만약 자석의 세기가 줄어들면 비례하여 진폭이 줄어들고, 또는 N-S-S-N-S … 순서로 잘못 조립되면 파형의 왜곡이 커지겠죠.
요코가와 WT1800 와트미터
회전자의 자기 특성 측정 방법은 역기전력 특성과 상관관계가 있어야 합니다. 이를 위해 역기전력이 어떻게 생성되는지 다시한번 짚어봅시다. 모터 한 상의 코일에 유도되는 전압은 어떻게 계산할 수 있을까요? 패러데이 전자기 유도 법칙에 따르면 유도기전력 e는 자속의 변화량에 비례합니다.
우선 자속에 대해 알아봅시다. 자속량을 계산하려면 공업수학 시간에 배운 면적분 (…) 공식이 필요한데, 그건 너무 복잡하니 단순하게 면적 A=1㎡, 권선수 N=1인 코일에 자기장 B가 균일하게 수직방향으로 B=1T가 인가된다고 가정해봅시다. 이때 자속은 1㎡*1*1T=1Wb가 됩니다. 자속량 웨버, Wb는 이렇게 정의됩니다.
만약 이 코일에 1초동안 자기장이 0->1T로 변하면 자속 역시 0->1Wb로 변하고, 유도기전력은 상기 수식에 따라 1V가 출력됩니다. 이 때문에, 자속의 측정 단위로 Wb 대신 V*s를 사용하기도 합니다. 다음은 자속이 정현파 형태, Φ(t)=sin(t)라고 가정을 해봅시다. sin 미분은 sin이기 때문에, 유도기전력 e(t)=-sin(t)가 됩니다. 이번에는 코일의 권선수를 10으로 증가시켜봅시다. 이때 유도되는 역기전력은 e(t)=10*sin(t)[V]가 됩니다.
다시 모터 회전자 측정 문제로 돌아옵시다. 역기전력을 측정하려면 회전자 자속을 측정해야 하는데, 어떻게 측정해야 할까요? 가장 간단한 방법은 코일을 고정자 크기와 비슷한 형태로 권선하고, 회전자를 회전시키는 방법입니다. 이 방법이 가장 좋기는 한데, 현실적인 문제가 몇가지 있습니다.
가장 큰 문제는 신호대 잡음 비 입니다. 코일에 유도되는 역기전력을 증가시키려면 측정 RPM을 증가시켜야 하는데, 이 경우 회전시키는 모터의 노이즈 역시 증가합니다. 또한 이렇게 고속으로 회전시키려면 측정 기구가 매우 견고해야 하는데, 일반적으로 주철 정반을 가공해서 제작해야 합니다.
현장에서 대안으로 사용하는 방법은 자속을 측정하는 대신, 홀 센서를 이용하여 표면의 자속밀도 B를 측정하는 방법입니다. 모터를 이용하여 회전자를 낮은 RPM으로 회전시키고 (30~40RPM), 홀 센서 배열을 이용하여 고정자 코일 위치에서 자기장을 측정하면 표면 자속밀도 (heatmap) 데이터를 얻을 수 있습니다.
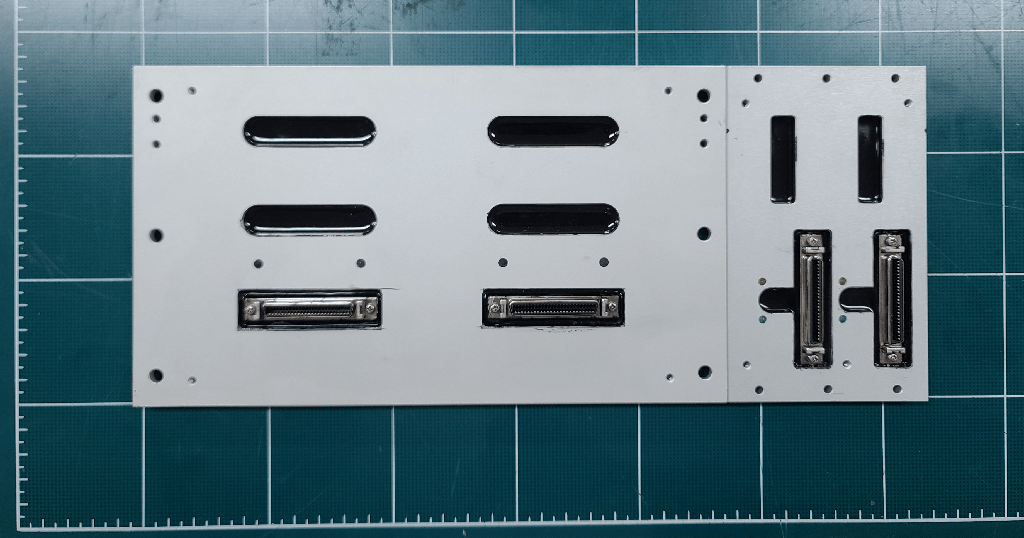
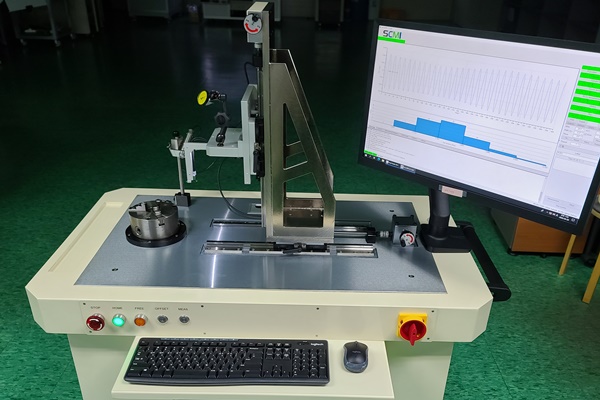
자속 측정 기구
홀센서 배열
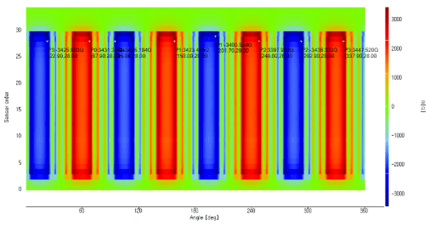
표면자속밀도 측정 데이터, 가로축 각도, 세로축 회전자 높이
특정 높이에서 자기장 B 데이터
홀 센서는 자기장에 비례하여 전압을 출력하기 때문에 측정 대상을 빨리 회전시킬 필요가 없어 안정적으로 데이터를 측정할 수 있고 더불어 측정 기구가 간단해집니다. 다만 문제점은 우리가 측정한 데이터가 자기장 B이지, 자속 Φ가 아니라는 점 입니다. 역기전력은 자속의 변화량이기 때문에 자기장 데이터를 자속량으로 변화시켜야 하고, 이때 사용되는 알고리즘이 stator-pole mapping 입니다.
Stator-pole mapping 알고리즘은 매우 간단합니다. 회전자가 회전할 때 고정자 한 폴에 들어가는 자기장 데이터 B를 모두 더한 값 입니다. 만약 고정자가 30도 각도를 가진다고 가정해봅시다. 회전자가 0도 위치에 있을 때, 고정자에 들어가는 값은 -15도에서 +15도까지 자기장 값을 모두 더하면 되겠죠? 회전자가 1도 위치면 [-14,16]도 범위의 값을 더하고, x도 위치에 있다면 [x-15,x+15] 영역의 값을 모두 더하면 되겠죠. 사실 이건 신호처리의 moving average filter와 동일한 알고리즘입니다.
Note
엄밀하게 이야기 하면, 자기장 B*센서의 측정영역 ds를 곱해줘야 자속 Φ가 됩니다.
SPM 변환 결과
다음은 두 종류 회전자의 표면 자속 밀도 B를 측정한 데이터 입니다. 그림에서 바로 알 수 있듯이, 한 회전자는 skew가 있고 다른 회전자는 skew가 없는 회전자입니다.
No skew
Skew
이 두 자속밀도 B 데이터를 SPM을 이용하여 자속으로 변환하면 어떻게 될까요? 파란색은 skew가 없는 회전자, 주황색은 skew가 있는 회전자의 SPM 변환 결과 입니다. 두 파형의 차이가 보이시나요? Skew가 없는 회전자는 진폭이 크지만 왜곡 또한 큽니다. 반대로, skew가 있는 회전자는 진폭은 줄지만 왜곡이 훨씬 적음을 확인할 수 있습니다. 아래 결과는 SPM 변환이 역기전력 특성을 반영하고 있다는 것을 보여줍니다.
판정조건은 Conditions 탭에서 추가/삭제/수정할 수 있습니다. 조건을 편집하려면 우선 시스템을 정지하여 주세요. 우클릭 후 Add new item을 누르면, 새로운 행이 생성됩니다. Delete selected items 버튼을 누르면, 선택한 아이템이 삭제됩니다.
판정 조건 편집이 끝나면, Save 버튼을 눌러 편집 내용을 저장해주세요. 또한 편집 중 Rollback 버튼을 누르면 Save 전으로 모든 아이템이 원복됩니다.
아이템 설명
판정조건은 총 8개의 항목을 가집니다. 각 항목의 기능은 다음과 같습니다:
항목
설명
Id
데이터베이스에서 조건 행을 구분하기위한 고유 Id 입니다. 고유 Id는 편집이 불가능하며, Save 시 자동으로 고유 Id가 생성됩니다.
Profile Id
측정 프로파일의 Id 입니다. 만약 1번 프로파일을 이용하여 측정하였다면, Id가 1인 아이템을 이용하여 양불 판정을 수행합니다.
Function type
측정항목과 판정값의 관계를 의미합니다.
Parameter
측정항목과 판정값을 나타냅니다.
Enable
해당 아이템을 활성화 합니다.
Error code
판정결과가 불량이라면, 데이터베이스 failed_id에 error code를 삽입합니다.
Order of priority
판정 우선순위 입니다.
Comment
주석입니다.
다수의 판정 조건을 만족하지 못할 경우, 데이터베이스에는 order of priority가 가장 작은 error code만 기록이 됩니다. 중요성에 따라 error code를 설정하여 주세요!
설정 방법
측정값과 판정값을 이용하여 양품과 불량을 판정하는 방법입니다.
Function type
Parameters
양품 판정 기준
Equal
측정항목, 판정값
측정항목=판정값
GreaterThan
측정항목>판정값
측정항목, 판정값
GreaterThanOrEqual
측정항목>=판정값
측정항목, 판정값
LessThan
측정항목<판정값
측정항목, 판정값
LessThanOrEqual
측정항목<=판정값
측정항목, 판정값
AbsIn
판정값1<|측정항목|<판정값2
측정항목, 판정값1, 판정값2
AbsOut
|측정항목|<판정값1 OR 판정값2<|측정항목|
측정항목, 판정값1, 판정값2
ValueIn
판정값1<측정항목<판정값2
측정항목, 판정값1, 판정값2
ValueOut
측정항목<판정값1 OR 판정값2<측정항목
측정항목, 판정값1, 판정값2
측정항목은 데이터베이스의 열, 즉 SPM A MAX, B 0 A RNG 등이 됩니다. 측정항목이 꼭 데이터베이스에 있을 필요는 없어요.
판정값은 단위를 붙이지 않는다면 Tesla/uWb로 인식합니다. 만약 가우스로 설정하고 싶다면, 판정값 뒤에 G 또는 kG를 붙여주세요. 예) B 1 P MAX, 1kG
만약 Paramter 양식이 맞지 않는다면, 해당 조건은 측정 결과와 상관없이 불량으로 처리합니다.
예제
조건설정
조건을 설정합니다. 본 예제에서는 다음 3가지 판정 조건을 설정하려고 합니다
검사 조건
측정값
의미
SPM 면적 최소값 하한
SPM A MIN
포화도: 자석 각 극이 착자 자기장에 의해 포화되었는지 검증
SPM 면적 편차 상한
SPM A RNG
균일성: 착자된 회전자 각 극의 자기장 세기가 동일함
SPM 시작점 상/하한
SPM Zp 0
회전자 극성 체크: 키 홈을 기준으로 특정 위치에서 N극이 시작됨
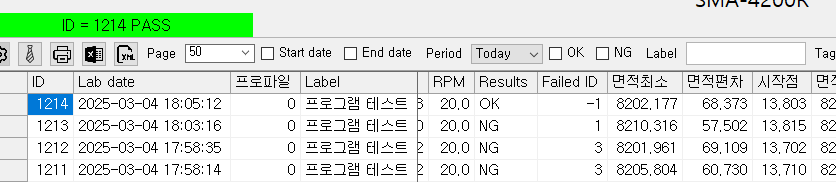
첫번째 항목은 SPM 면적의 최소값 (SPM A MIN)이 8000보다 크면 양품, 작으면 불량입니다. 만약 불량이 발생할 경우, 에러 코드 1을 failed_id에 저장합니다.
두번째는 SPM 면적의 편차가 100보다 작으면 양품, 크면 불량으로 판정합니다. 만약 면적 최소값이 8000이고, 나머지 폴 중 하나가 8200이면 불량으로 판정하고 에러코드 2를 저장합니다.
마지막 항목은 SPM의 시작점이 15와 20도 밖에 있는 경우 불량으로 판정하고 에러코드 3을 반환합니다.
모든 판정 조건은 우선순위 (Order of priority)가 작은 순서대로 판정하며, 만약 동일한 순위를 가지는 경우 ID가 작은 판정 조건이 우선순위를 가집니다. 만약 모든 판정 조건을 만족할 경우, 어플리케이션은 제품을 양품으로 판정하며 failed_id에 -1을 기록합니다.
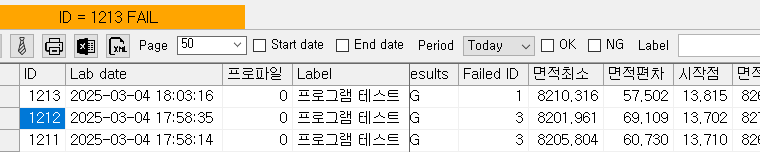
측정 및 판정
제품을 측정한 결과입니다. 면적 최소 값과 면적 편차 값은 상한을 만족하였으나, 시작점이 설정한 값, 15도와 20도 사이를 만족하지 못하여서 불량으로 판정되었고, 에러코드에 3이 기록되었습니다.
다음은 면적의 최소값을 9000으로 증가시켜봅시다.
역시 에러가 발생했지만 이 경우 면적 최소 판정의 우선순위가 높기때문에, 에러코드가 1이 기록되었습니다. 마지막으로 모든 측정 결과가 양품이 나오도록 면적 최소값을 8000으로 돌리고, 시작점 조건을 10도와 15도 사이로 설정해봅시다.
우리나라 회전자 착자 공정에서는 착자 완료 후 홀 센서와 서치코일을 이용하여 착자 상태를 검사합니다. 홀 센서를 이용한 검사기를 가우스, 서치코일을 이용한 검사기를 플럭스라고 불르고 있어요. 왜 그런 이름이 붙었는지는 저도 잘 모르겠습니다 -_-;;; 여하튼 가우스 검사기에는 PC가 하나 있는데, 여기에 SCMI에서 개발한 SMA 프로그램이 PLC와 연동하여 회전자의 착자 상태를 측정합니다. 본 문서는 PLC와 가우스 검사기를 연동하는 방법에 대해 설명합니다.
검사 시스템은 크게 센서와 제어 PC, D/A 카드로 구성됩니다. 제어 PC와 D/A 카드는 19인치 표준 서버랙에 설치됩니다. 센서와 D/A 카드의 최대 케이블 길이는 5m 입니다. 또한 센서는 자기장 측정 센서, 각도 측정 센서, 온도 측정 센서로 구성됩니다.
종류
비고
전원
220V 60Hz, 최대 10A (UPS 옵션)
모니터
24인치 모니터
키보드
일반 키보드
이더넷 케이블
CAT 6.0, 1EA (플럭스 검사 포함 시 2EA)
엔코더 케이블
6P Shield cable, 5m, 1EA
자기장 센서 케이블
5m, 2EA
온도센 센서 케이블
5m, 2EA
센서
자기장 측정센서
자기장을 측정하는 센서 입니다. 자기장 센서는 제품 표면에 0.5mm 간격으로 접근시켜야 합니다. 측정 중 센서가 흔들리거나 노이즈에 노출되지 않도록 하여주십시오.
주의사항
센서를 지지하는 구조물과 나사는 AL6061과 같은 비자성체로 제작하여 주십시오. 회전자의 자기장이 매우 강하기 때문에 철 재료로 된 구조물을 사용하면, 센서가 흔들릴 수 있습니다.
각도 측정센서
샘플의 각도를 측정하는 엔코더를 기구에 장착합니다.
엔코더 사양
항목
사양
출력 타입
5V 라인드라이브 출력
상
A상 및 Z상
분해능
0.1도
측정 시스템은 A상은 각도 정보, Z상은 원점 검출 용도로 사용합니다.
주의사항
엔코더는 반드시 샘플의 회전 축에 직결되어야 합니다. 오토닉스 E40H 와 같이 중공형 엔코더를 사용하여 회전축에 결합하여 주십시오.
PLC 연동 측정제어
가우스 검사기는 PLC의 슬래이브 개념으로 동작하며, 가우스 프로그램은 타이머 (보통 500ms)를 이용하여 주기적으로 PLC와 약속한 특정 주소 (flag)를 체크하여 ON일 때 해당하는 동작을 실행합니다. 예를 들어 측정 요청 FLAG가 ON 이면 측정을 시작하고, 완료 후 측정 완료 FLAG를 ON 시킨 후 OK/NG/ALARM FLAG 중 하나를 ON 시킵니다.
PLC와 연동하기위해서는 PC의 IP, 통신 방법, 메모리 맵 3가지가 필요합니다. 측정 프로그램은 현재 미쓰비시 MX Component/MC Protocol, Simens S7 PLC 3종류 통신 프로토콜을 지원합니다. 제어 프로그램은 VS2017로 작성되었습니다 (GitHub 링크).
가우스 검사기 시퀀스
가우스 검사기의 동작 시퀀스에 대해 설명합니다. 편의를 위해 PLC의 메모리 번지는 D9000~D9199, PC의 번지는 D9200~D9399번을 사용한다고 가정하였습니다.
가우스 프로그램 동작 시퀀스
대기상태
대기 상태에서 타이머에 의해 발생되는 이벤트 입니다.
항목
주소 예시 (형)
동작
작성자/필수
하트 비트
D9201.0 (BIT)
비트를 주기적으로 토글 (통신 상태 확인 용)
PLC, O
측정 요청
D9000.0 (BIT)
ON이면 측정 시작 상태 전환
PC, O
측정 시작
대기 이벤트에서 측정 시작 이벤트가 발생하면 수행하는 동작입니다. 우선 PLC로 부터 모델 넘버와 제품 정보 (바코드, 리비전 등..)를 읽어옵니다. 모델 넘버는 필수이며, 제품 정보는 옵션입니다.
항목
주소 예시 (형)
동작
작성자/필수
모델넘버
D9002 (INT)
모델 넘버
PLC, O
제품 정보 1
D9003 (INT)
제품 리비전 (옵션)
PLC, X
제품 정보 2
D9004~ D9014 (STRING)
바코드 (옵션)
PLC, X
:
:
:
제품 정보 N
…
기타 정보 (옵션)
PLC, X
측정 시작
D9201.1 (BIT)
측정 시작시 ON
PC, X
BUSY
D9201.2 (BIT)
측정 시작 시 ON, 측정 완료 후 OFF
PC, X
측정완료
측정이 완료되면 발생하는 이벤트입니다. 측정완료 FLAG를 ON 하고, OK/NG/ALARM FLAG 중 배타적으로 하나만 ON 합니다. MES 데이터 필드는 추가가 될 수도 있으니 가능하면 여유있게 설정하여 주십시오.
항목
주소 예시 (형)
동작
작성자/필수
OK
D9201.3 (BIT)
측정 결과가 양품입니다.
PC, O
NG
D9201.4 (BIT)
측정 결과가 불량입니다.
PC, O
ALARM
D9201.5 (BIT)
측정에 실패하였습니다.
PC, O
ALARM CODE
D9205 (INT)
측정 실패 시 알람 코드 EX) 타임아웃
PC, X
MES 데이터
D9210~ D9300 (DINT)
측정 데이터를 PLC 메모리에 스케일을 곱해 정수 값으로 업로드 합니다. EX) 12.345→12345, 0.233→233
PC, X
측정 완료
D9201.6 (BIT)
측정 완료 flag를 ON 합니다.
PC, O
제품 이상 발생 시 이상 원인은 MES 데이터 중 NG CODE라는 항목이 존재합니다. ALARM 코드는 측정 프로그램의 이상 을, NG CODE는 정상 측정시 측정 결과 (착자 안됨)을 출력합니다.
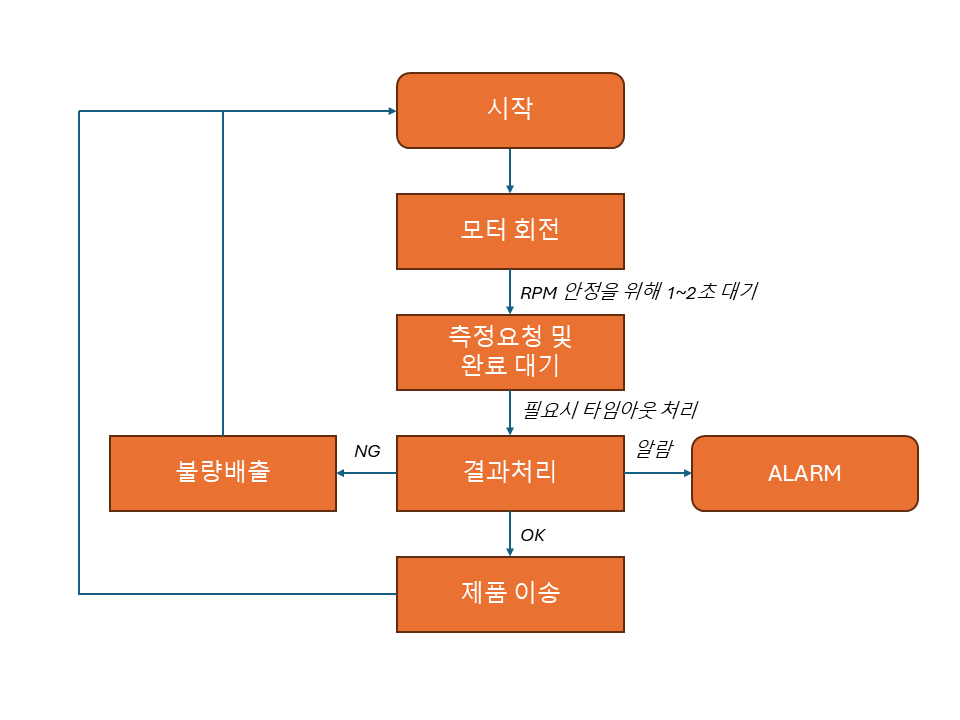
PLC 측정 시퀀스
PLC 제어 시퀀스 예시
시작: 모델 정보 (모델 넘버, 바코드 등)을 설정하고, OK, NG, ALARM, 측정 시작 flag를 모두 OFF합니다.
모터 회전: 모터를 지정한 RPM으로 회전시킵니다.
측정 요청 flag를 ON 하고, 2~3초 후 OFF 합니다. 측정 완료 FLAG가 ON이 되도록 대기합니다.
결과처리: 결과에 따라 제품 이송/불량배출/알람 처리 등 동작을 수행합니다.
주의사항
측정 FLAG가 ON이면 계속 측정을 수행합니다. 펄스로 처리하면 좋겠지만.. 일반적으로 윈도우 프로그램은 타이머로 동작하는지라 PLC처럼 pulse 신호를 받기가 어렵습니다 ㅠ_ㅜ
측정 소요시간은 샘플의 회전 속도에 비례합니다. 하단 엔코더에는 원점 검출 센서 (Z상)가 있는데, 원점이 검출된 후 1회전 동안 데이터를 획득하고, 3~4초 동안 데이터를 처리한 후 완료 신호를 출력합니다.
사이클 타임 (Cycle time, CT)은 샘플의 회전속도에 반비례 합니다. RPM은 얼마나 되어야 할까요? 일반적으로 실험실에서는 30~40 RPM으로 측정합니다. 너무 빠를 경우 서보모터에서 노이즈가 발생하여 측정에 영향을 줄 수 있습니다.
Hardware calibration batch example: Angle of inner and outter track yokes are 180 degree but their tracks are not aligned Solution 1: adjust track parameters Solution 2: adjust angle of yokes untill the tracks are aligned.
Stator pole mapping (SPM) angle은 고정자 한 pole의 각도를 의미하며, SMA 측정에서 가장 중요한 설정 값입니다.
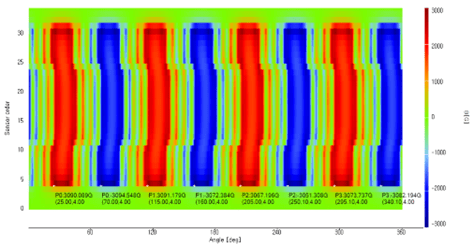
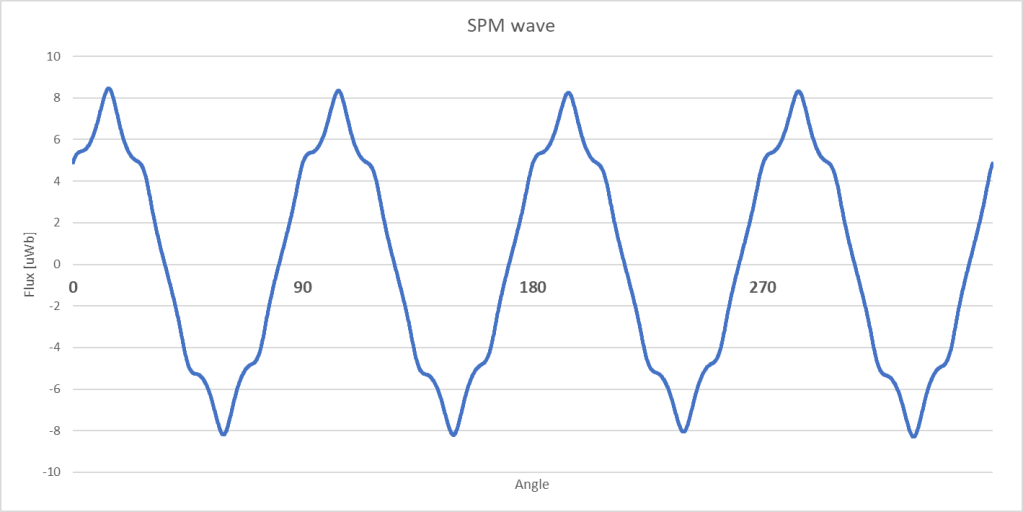
Raw data
위 그림은 회전자 표면 한 점에서 측정된 raw 데이터 입니다. 우리는 이 파형을 보고 회전자가 총 8개의 극을 가진다는 것을 알 수 있지만, 기계는 0점을 지나는 점을 기준으로 극을 구분하기에 이 회전자가 8*3=24개의 극을 가진다고 판별할 것 입니다. 하지만 stator pole angle을 30도로 설정하고 SPM 변화하면 다음과 같이 출력됩니다.
SPM 변환
SPM 변환된 파형은 보다 직관적으로 극이 8개라는 것을 보여줍니다.
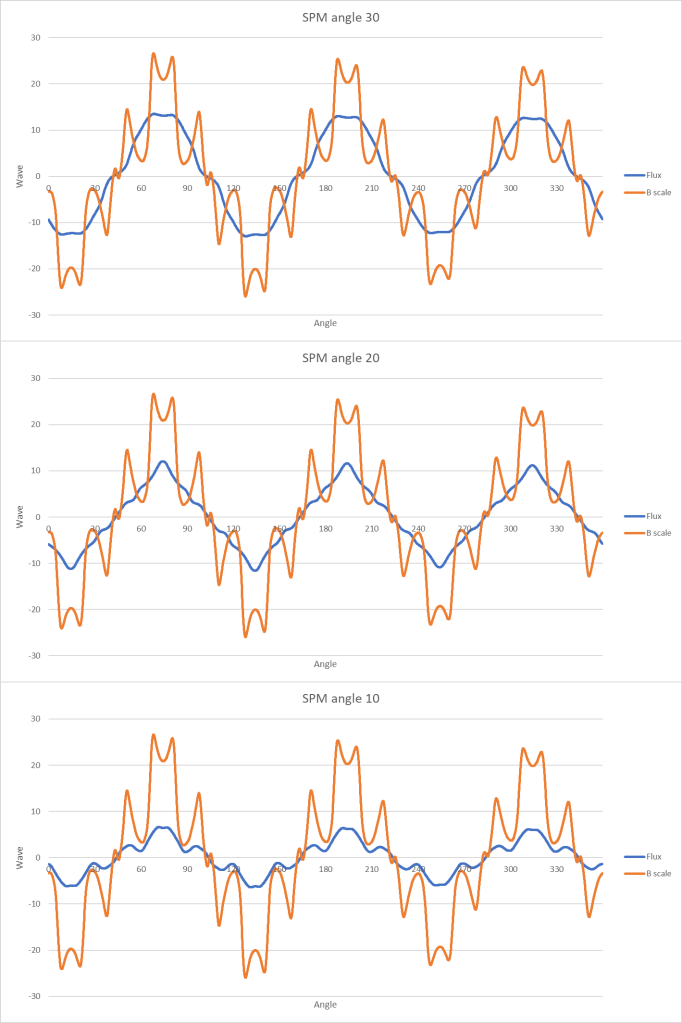
SPM angle이 0에 근접할 수록, SPM wave는 raw 데이터와 동일한 모습으로 변하는 특징이 있습니다. 아래 그림들은 SPM angle이 각각 30, 20, 10도 일 때 파형을 보여주고 있습니다.
파형의 zero와 Raw data의 zero는 항상 일치하지 않습니다. SPM wave의 zero position은 SPM angle 구간 모든 데이터 합이 0이 되는 지점을 나타내기 때문입니다. SPM wave의 zero와 zero position의 zero 간격은 SPM angle이 zero에 근접할수록 줄어듭니다.